Полуавтоматическая сварка: оборудование, преимущества и недостатки
Механизированная сварка получила широкое распространение. Это обуславливается многими положительными факторами – производительностью, прочностью и качеством швов. Для осуществления данного типа работ требуются специальные аппараты, которые бывают автоматическими либо полуавтоматическими. Второй вариант является более популярным. Его конструкция предусматривает наличие горелки и механизма автоматизированной подачи расходного материала – сварочной проволоки. Перемещается нагреватель вдоль шва ручным методом.
Особенности аппаратных установок
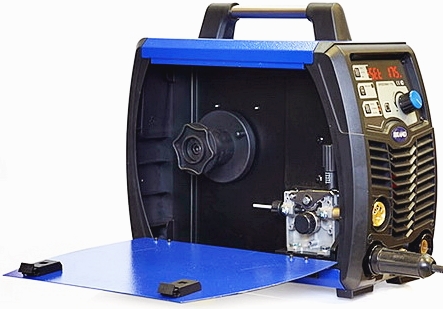
Установки данного типа имеют комплексную конструкцию. Она предусматривает наличие нескольких компонентов:
аппарат для сварки;
источник питания;
дополнительные приспособления для перемещения заготовок или самого оборудования – ролики, электрические двигатели, коробки переключения показателей скорости.
Механизм, используемый для подачи проволоки, может иметь различные принципы действия – толкающий, тянущий или универсальный. Расходный материал поступает к горелке через шланг. Последний состоит из резиновой оболочки и стальной оплетки. Шланг имеет гибкую структуру, что способствует удобному применению. Он обеспечивает автономную подачу токов, газа и хладагента. Его длина может достигать 3,5 метров. Работа горелки активируется посредством клавиши, находящейся на рукоятке.
Газовое оборудование, идущее в комплекте со сварочной установкой, представлено в виде баллонов, дополненных подогревателем, смесителем, редуктором, отсекателем, осушителем. Газы используются сжатые под высоким давлением. Исключение составляет только углекислый газ, который имеет жидкую консистенцию.
Сферы применения и преимущества
Благодаря современному оборудованию полуавтоматическая сварка получила широкое распространение в различных областях. Чаще всего с ее помощью осуществляется сваривание:
металлических конструкций, создаваемых на основании деталей, имеющих большие габариты и толщину;
изделий ответвленного типа;
разнообразных деталей и конструкций, находящихся в агрессивных условиях;
однотипных изделий при массовом либо крупносерийном выпуске.
Полуавтоматическая сварка имеет большое количество преимуществ, что обуславливает ее применение в разных областях. К числу наиболее значимых относятся:
высокая прочность сварных швов;
точность осуществления поставленных задач;
возможность сваривания элементов прямолинейной, округлой формы;
удобство выполнения швов большой протяженности и подгонки конструктивных элементов;
отменное качество работ в условиях, отличных от естественных – при глубоком холоде, повышенном давлении, под воздействием агрессивных веществ и газов.
Недостатки современной полуавтоматической сварки
Этим способом осуществляется сваривание деталей, имеющих толщину от 1,5 мм. Для более тонких элементов она не подходит. К другим недостаткам относятся следующие аспекты:
невозможность работы в горизонтальной и вертикальной плоскости, а также в потолочном положении;
малоэффективность при создании швов небольшой длины;
трудности при соединении деталей, имеющих разную толщину.
В целом полуавтоматическая сварка – удобный, надежный и экономичный способ соединения металлических элементов в одну конструкцию. Ее эффективность достигается при работе с крупными деталями одинаковой толщины. Последняя может варьироваться в пределах от 1,5-2 до 60 мм. Для максимально качественного результата нужно использовать надежное современное оборудование.
Контакты
г. Москва, ул Василия Петушкова 27, оф 310
тел. +8(800) 333-04-59
+7(499) 110-67-98
E-mail: 1000projects@mail.ru